
close
Choose Your Site
Global
Social Focus
Просмотры:0 Автор:Pедактор сайта Время публикации: 2022-05-22 Происхождение:Работает








Композитные изоляторы стали преобладающим типом, выбранным для использования на воздушных линиях, а также быстро находят применение на подстанциях.Но эта разработка потребовала пятидесятилетнего опыта обслуживания, а также нескольких поколений продуктов, прежде чем технология, наконец, стала рассматриваться как обеспечивающая равную надежность с закаленным стеклом или фарфором.В этом отредактированном предыдущем вкладе в INMR д-р Франк Шмук, эксперт с более чем тридцатилетним опытом проектирования, производства и испытаний композитных изоляторов, рассмотрел, как сочетание исследований и изучения полевого опыта помогло выявить и устранить прошлые недостатки.
Первые полимерные изоляторы были разработаны в 1950-х годах и представляли собой монолитные конструкции из конструкционных материалов, таких как эпоксидная смола.В то время обычные фарфоровые и стеклянные изоляторы были самыми современными, и действительно были выпущены первые стандарты IEC, чтобы помочь в их спецификации (например, 1-е издание IEC (60) 075 в 1955 г. и 1-е издание IEC (60). )087 в 1957 г.).Напротив, технология композитных изоляторов для линий электропередач более 100 кВ серьезно не рассматривалась, по крайней мере, 25 лет спустя.
Основная предпосылка композитного изолятора заключается в том, что различные материалы в сочетании способствуют повышению функциональности на основе их соответствующих ключевых свойств.Например, стержень или трубка из армированного волокном пластика (FRP) обеспечивает механическую прочность, а полимерный корпус обеспечивает защиту от неблагоприятных условий окружающей среды.Оба также вносят свой вклад в основную функцию электрической изоляции.Настоящий «толчок» для этих изоляторов начался в 1970-х годах и был инициирован прогрессом как в FRP, так и в материалах для жилья.Кроме того, были внедрены новые производственные технологии для производства полностью собранных изоляторов, в том числе усовершенствованные процессы формования корпусов на стержнях/трубах, а также присоединения концевых фитингов.
В период своего появления композитные изоляторы считались узкоспециализированными и даже назывались «экзотическими».Они также были сравнительно дорогими из-за небольшого количества произведенных, часто из нестандартизированных полуфабрикатов.Таким образом, первоначальное использование было ограничено в основном специальными приложениями, такими как районы с сильным загрязнением, вандализмом или высоким сейсмическим риском в случае аппаратных изоляторов.Как это обычно бывает с такими инновациями, было мало стандартов, а долгосрочный опыт эксплуатации, доступный пользователям, был ограничен.В результате не было ничего необычного в том, чтобы столкнуться с рядом ошибок проектирования, которые заканчивались соответствующими сбоями в обслуживании.Одним из хорошо известных примеров было отсутствие понимания возможных проблем с уплотнением в целом и, в частности, в случае изолятора с тефлоновым корпусом, который не имел связи между корпусом и стержнем.Вместо этого этот критический интерфейс был заполнен смазкой, которая исчезла после относительно короткого времени эксплуатации.Эта конструкция изолятора вышла из строя относительно быстро из-за недоливов, проскальзывания стержня или хрупкого разрушения, вызванного попаданием влаги.
С тех пор технология композитных изоляторов постепенно развивалась как альтернатива фарфору или стеклу благодаря превосходным характеристикам в определенных областях применения.В то же время он начал приобретать репутацию компании с успешным опытом эксплуатации по всему миру, и объемы производства резко возросли.Стоит отметить, что сегодняшнее состояние этой технологии в значительной степени связано с новаторской работой, проделанной несколькими международными производителями, а также небольшой группой коммунальных служб, которые осознали потенциальные преимущества и взяли на себя риск установки композитных материалов. изоляторов в своих сетях для получения опыта обслуживания.Исследовательские учреждения, такие как университеты и лаборатории, также участвовали в выявлении и понимании динамических взаимодействий между материалом корпуса и окружающей средой, а также в механизмах, лежащих в основе механизмов механического повреждения.Это позволило вывести модели этих различных возможных вариантов поведения.
Технология композитных изоляторов прошла несколько этапов разработки и стандартизации, что характерно для таких технических продуктов.Производимые сегодня изоляторы, обычно называемые «третьим поколением» или «третьим поколением плюс», характеризуются высококачественными компонентами с историей использования.В 1991 году была первоначально описана взаимосвязь между производством, компонентами полуфабрикатов и изолятора, которая остается актуальной с небольшими уточнениями:
1-е поколение: 1955-1970 гг.
Разработка полимерных материалов, устойчивых к сухой ленте и дуге, и соответствующих методов испытаний для проверки этого свойства;
2-е поколение: 1971-1984 гг.
Открытие и оценка гидрофобных свойств поверхностей полимерной изоляции и начало использования силиконовой смазки, наносимой на фарфоровые поверхности;
3-е поколение: 1985-2005 гг.
Фундаментальное исследование динамического взаимодействия между свойствами материалов в отношении поведения при эксплуатации и внедрение процедур испытаний, а также стандартов на продукцию;
3-е+ поколение: 2006 г.
Наличие высокопрочных опорных изоляторов, оптимизация материала корпуса с точки зрения гидрофобности и эрозионной стойкости, рассмотрение и представление улучшенных редакций стандартов на продукцию композитных изоляторов, разработка фирменных рецептур корпусов производителями, обеспечение эффекта масштаба производства.
Упрощенная модель производственного цикла может быть применена к разработке технологии композитных изоляторов с учетом этих различных поколений наряду с некоторой дифференциацией в зависимости от области применения и уровня напряжения.Можно признать, что этапы с 1 по 4 прошли для распределительных напряжений, а также для некоторых применений напряжения передачи.Стадия 5 может быть определена из-за большого количества производителей и соответствующей жесткой конкуренции, в результате которой композитные изоляторы почти стали товаром.Стадия 6 еще не распространена из-за новых установок по всему миру и потребности в замене с точки зрения обслуживания старых линий, оснащенных традиционной изоляционной технологией.Этап 7 может быть рассмотрен для устойчивого дальнейшего развития, включая стержни большого диаметра для опорных изоляторов (например, диаметры от 300 до 360 мм), конструктивные преимущества гидрофобных композитных изоляторов для приложений постоянного тока и компактные решения, особенно для повышения напряжения в существующих коридорах линий.
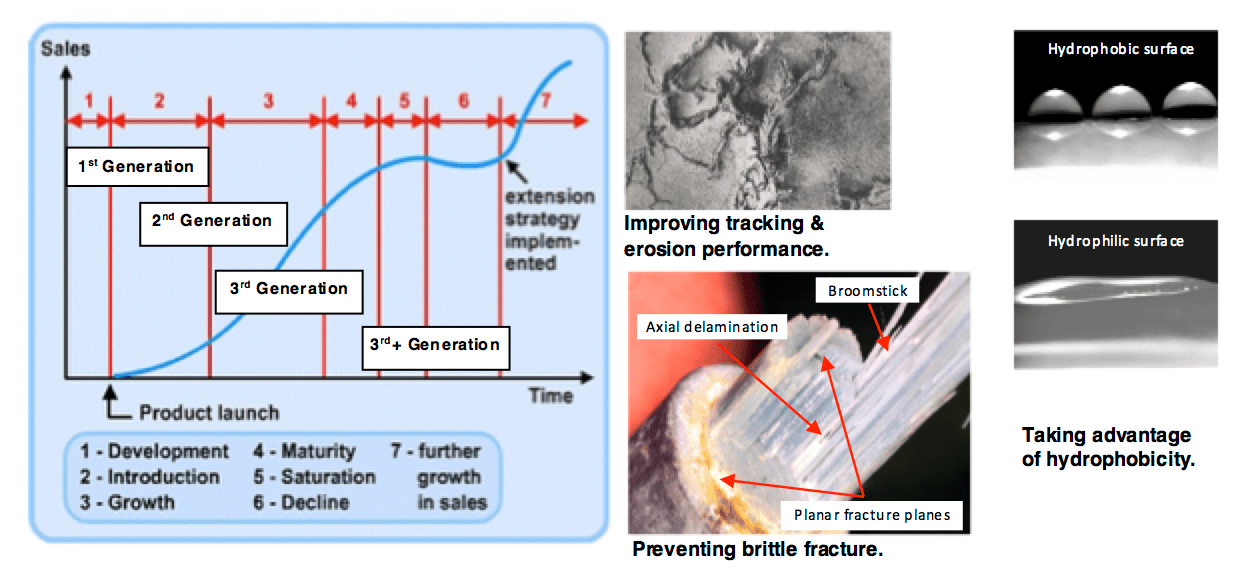
Рис. 1: Модель производственного цикла для технологии композитных изоляторов.
Технология композитных изоляторов в настоящее время достигла высокого уровня зрелости, о чем свидетельствуют несколько факторов, в том числе:
• Наличие комплексных стандартов на продукцию, подтвержденных испытаниями и опытом эксплуатации;
• Мировой опыт обслуживания во всех типах приложений и на всех уровнях напряжения;
• Автоматизация производства для увеличения объемов, снижения затрат и снижения риска человеческих ошибок;
• Квазистандарты для ключевых подкомпонентов, таких как стекло E-CR;
• Улучшения в определенных правилах проектирования, таких как пороговое значение короны капель воды.
Тем не менее, также был выявлен ряд факторов риска:
• Стоимостное давление из-за жесткой конкуренции привело к сокращению технической избыточности (т. е. встроенной чрезмерной конструкции);
• отсутствие одобрения типовых испытаний новых конструкций;
• Отсутствие у некоторых новых поставщиков знаний об энергосистемах в отношении цепочек изоляторов и конструкций установок (например, постоянные коронные разряды);
• Проблемы при установке, связанные с отсутствием знаний у рабочих (например, повреждение натяжных изоляторов при кручении);
• Проблемы с обработкой и хранением (например, рост плесени в ящиках),
• Технические проблемы, такие как силификация, рост плесени в поле;
• Несоответствующие тендерные документы.
Ниже приведены примеры недавних достижений, а также выявленные потребности в дальнейших исследованиях и разработках:
1. Поведение гидрофобности при напряжении постоянного тока
В Германии были завершены два научных проекта по улучшению количественной оценки различных эффектов гидрофобности (т.е. удержания, извлечения и переноса).С помощью динамического испытания на падение (см. рис. 2) сохранение гидрофобности в отношении коронных разрядов, индуцированных каплями воды, измеряется с помощью времени до превышения критерия разрушения (т. е. 1 мА) в течение заданного времени 0,25 с.
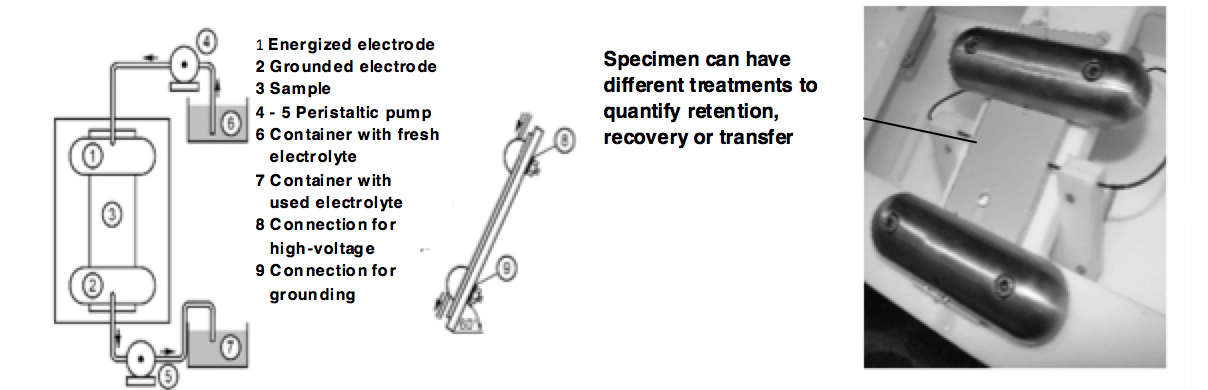
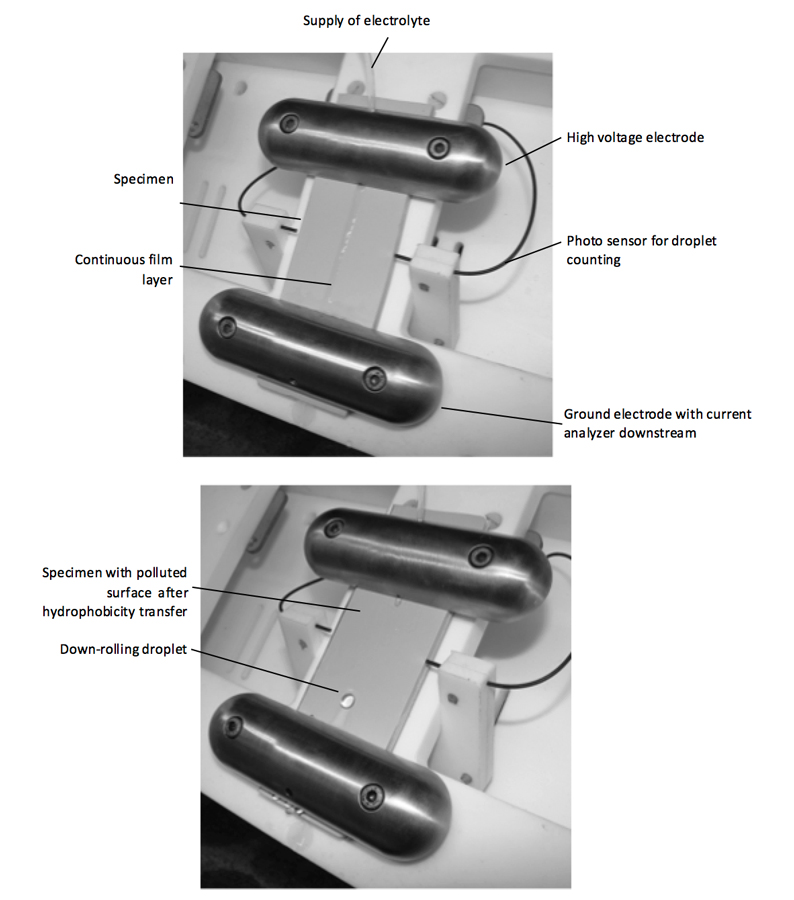
Рис. 2: Настройка динамического испытания на падение.(внизу) образование капель на искусственно загрязненной поверхности.
Было определено множество параметров, которые могут улучшить воспроизводимость этого испытания, среди них сама установка для испытаний и образцы для испытаний (т. е. метод очистки, шероховатость поверхности и т. д.).Важный результат был получен в отношении сохранения гидрофобности при нагрузке переменным током по сравнению с нагрузкой постоянным током (см. рис. 3).Напряжение напряжения показано как среднее напряжение поля (т. е. приложенное напряжение, деленное на путь утечки).Кривая DC+ выше кривой AC, однако кривая DC+ круче.Эта тенденция в результатах относилась ко всем материалам, исследованным в ходе этих проектов.Это открытие помогает объяснить положительный опыт использования гидрофобных материалов корпуса.Этот эффект был обнаружен во время испытаний со значением нагрузки ACrms, эквивалентным напряжению постоянного тока, и отражается в эксплуатации тем фактом, что для приложений постоянного тока обычно используется больший путь утечки, чем для переменного тока, при той же окружающей среде с эквивалентным уровнем загрязнения.Рабочая группа CIGRE D1.58 дополнительно исследовала это в отчете, 'Оценка динамической гидрофобности полимерных изоляционных материалов при воздействии переменного и постоянного напряжения'.Эта работа направлена на разработку стандарта IEC для количественной оценки гидрофобности и предоставление руководства по классификации материалов для переноса гидрофобности (HTM).Эта терминология уже введена в IEC 60815-3/-4 для корректировки пути утечки в зависимости от диаметра изолятора.

Рис. 3: Сохранение гидрофобности
2. Защита от короны
Общепризнано, что тепловые эффекты коронных разрядов незначительны.Однако постоянные коронные разряды создают кислоты и химические радикалы в условиях эксплуатации, которые могут повредить оцинковку фитингов, а также полимерный корпус.Учитывая большой опыт работы со всеми изоляторными технологиями, больше не следует ожидать коронных разрядов, вызванных неподходящей конструкцией струны.К сожалению, реальность показывает, что такие проблемы все еще могут возникать при более низких уровнях напряжения передачи из-за жесткой конкуренции, в результате чего коронирующие кольца редко используются при уровнях напряжения ≤145 кВ.Это открытие также было выявлено рабочей группой IEEE.Такая работа привела к появлению новых правил для порогов напряжения электрического поля, чтобы предотвратить непрерывный аппаратный коронный разряд, а также коронный разряд капель воды.Современные компьютеры и имеющиеся программы моделирования настолько мощны, что конструкции изолирующих цепочек могут быть подтверждены в цифровом виде.Однако при использовании новых конструкций и компонентов, включая нового поставщика или место производства, рекомендуется повторное лабораторное тестирование «критических» конструкций.Практический пример натяжной струны меньшего размера, эксплуатируемой в двухфазной системе переменного тока (145 кВ, 16,7 Гц), показан на рис. 4. Даже при хороших погодных условиях эта конструкция струны вызывала постоянные коронные разряды такой интенсивности, что это может привести к неисправности электронного управления на подстанции.Некоторые изоляторы были предоставлены для визуального осмотра крупным планом.Как и ожидалось, нижняя сторона без коронного разряда не имела повреждений, в то время как на стороне, находящейся под напряжением, были явные признаки повреждений.В зависимости от интенсивности короны этот тип повреждения может проявиться всего через несколько месяцев.В частности, конструкция уплотнения в этом случае была особенно чувствительна к выбросам, поскольку тройная точка находится близко к уплотнению, а материалы уплотнения представляют собой только низконаполненные полимеры.
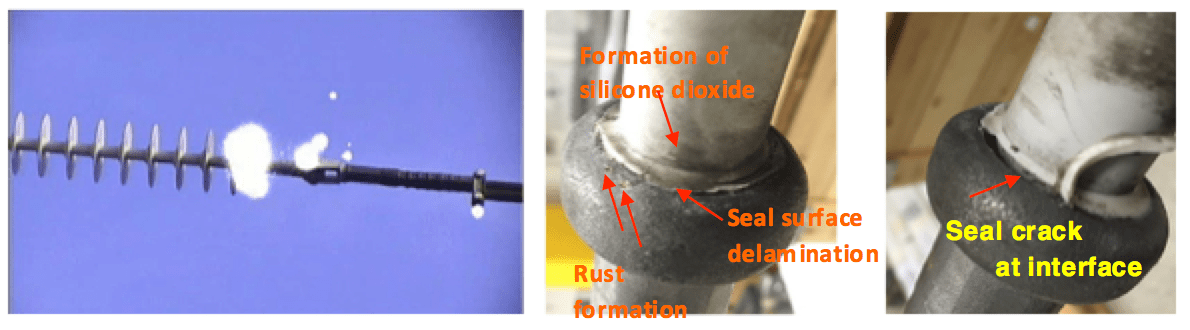
Рис. 4: Постоянные коронные разряды на концевом соединении изолятора, шплинте натяжного хомута и распорке (слева) и повреждения, вызванные постоянным коронным разрядом на концевом соединении изолятора (в центре и справа).
3. Дальнейшее развитие силиконовой резины для наружной изоляции.
Опыт работы с композитными изоляторами с полимерным корпусом существует уже около 40 лет, и существует четкая тенденция к тому, что предпочтительным материалом стал силиконовый каучук.Одной из причин этого являются долгосрочные и динамические эффекты гидрофобности.Это даже становится фактором экономии в зонах обслуживания с сильным загрязнением, где требуется регулярная промывка обычных изоляторов.Однако опыт эксплуатации также показал, что в некоторых аспектах требуется дальнейшая разработка рецептур силиконового каучука.Тремя ключевыми областями, которые находятся в центре внимания текущих разработок, являются окремнение поверхности, глубокое поверхностное растрескивание/расщепление и рост плесени на поверхностях.
окварцевание
Поверхностное силицирование является синонимом износа поверхности, при котором на поверхности корпуса образуются слои оксида кремния.Измерения на поверхности изолятора, подвергшегося старению в полевых условиях, показали типичную толщину от 100 до 300 мкм.В отличие от исходной поверхности эластичность полимерного материала в поперечном сечении слоя оксида кремния значительно снижена и фактически демонстрирует хрупкое поведение при воздействии механических нагрузок, таких как изгиб.Если такой изношенный материал измеряется в отношении механической прочности, то наблюдается снижение прочности на растяжение, в то время как прочность на разрыв не подвергается серьезному воздействию.Это можно объяснить тем, что при изгибе хрупкий слой оксида кремния сразу же разрушается, и образующиеся трещины вызывают эффект надреза в неповрежденном объемном материале.О примерах силицирования корпусов LSR измерительных трансформаторов сообщалось на ВСЕМИРНОМ КОНГРЕССЕ INMR 2015 в Мюнхене (см. рис. 5 и 6).Для предотвращения попадания в эти щели загрязнений и воды, что только увеличивает риск дальнейшего повреждения, поверхность ЛСР была герметизирована силиконовым покрытием RTV.Эта мера по исправлению положения оказалась успешной, и пострадавшее оборудование все еще находится в эксплуатации.
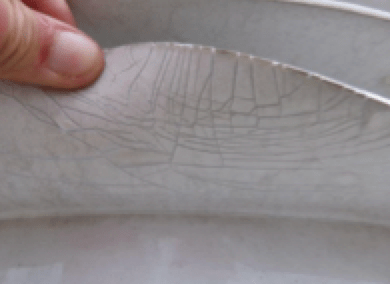
Рис. 5: Внешний вид износа типа А
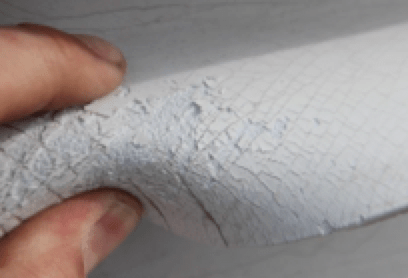
Рис. 6: Внешний вид износа типа B.
Причины такого ухудшения еще до конца не изучены.Анализ инфракрасной спектроскопии с преобразованием Фурье (FTIR) показал, что гидролитические процессы являются основной причиной.Материал LSR обычно не обогащается тригидратом алюминия (ATH) для повышения эрозионной стойкости, а вместо этого содержит наполнитель из диоксида кремния для обеспечения требуемых механических свойств.Одна из гипотез заключается в том, что неправильная обработка поверхности этого наполнителя может привести к наблюдаемым повреждениям.Однако это трудно подтвердить с вулканизированным силиконовым каучуком.
Глубокое поверхностное растрескивание или расщепление
Глубокое поверхностное растрескивание или расщепление — это форма деградации, характеризующаяся сильным растрескиванием по всему корпусу (рис. 7).Такое повреждение представляет большой риск, поскольку стержень, не устойчивый к внешним воздействиям, подвергается воздействию окружающей среды.При попадании влаги и загрязнений поверхность контакта корпуса и стержня подвергается воздействию и становится вероятным прорыв.

Рис. 7: Треснувший корпус обнажает стержень.
В отношении этих типов потенциальных проблем необходимо учитывать два аспекта:
1. Оценка износа и оценка риска дальнейшего использования изолятора.В качестве справочного документа IEEE Руководство по установлению диагностических процедур для работы некерамических изоляторов под напряжением, опубликованный в 2014 году, может представлять ценность.Но, как правило, повреждение корпуса не может привести к обнажению стержня.
2. Поскольку такие выводы представляют собой «текущее состояние», невозможно сделать прогноз риска дополнительного накопленного ущерба.Поэтому рекомендуется проверять все изоляторы с таким типом износа не реже одного раза в год.Это должно применяться ко всем изоляторам этого года выпуска, которые находятся в эксплуатации в конкретной зоне обслуживания.В случае силикатизации, если корпус остается гидрофобным, поврежденные изоляторы могут оставаться в эксплуатации, поскольку слой оксида кремния защищает неповрежденный сыпучий материал от дальнейшего разрушения.
Рост плесени из-за неправильного хранения
Рост плесени на изоляторах в процессе эксплуатации связан с взаимодействием их поверхностей с окружающей средой.При наличии питательного источника, достаточной влажности и температуры, а также соответствующих биологических видов поверхности обычных и композитных изоляторов могут стать «колонизированными».Эффект в случае инертной керамической поверхности относительно незначителен, поскольку этот материал является гидрофильным.Таким образом, рост плесени может вызвать лишь некоторое увеличение толщины слоя загрязнения.Но в случае композитных изоляторов с гидрофобной поверхностью это свойство повышения эффективности может быть временно утрачено.Тем не менее, опыт показал, что только в некоторых случаях плесень разрастается до такой степени, что композитный изолятор необходимо очищать.Более того, решение об очистке изолятора принимается чаще всего в качестве меры предосторожности, если выявлена интенсивная колонизация.Этот полевой опыт подтверждается лабораторными исследованиями, которые показали, что только грибок белой гнили (Phanerochaete chrysosporium) может разлагать ПДМС (т.е. основной компонент силиконового каучука).В последнее время сообщалось о случаях образования плесени после длительного хранения композитных изоляторов в транспортных ящиках, подвергавшихся воздействию дождя и летних температур.Такие ящики обычно изготавливаются из дерева, и перед их ввозом в большинство стран обычно требуется специальная обработка (например, МСФМ 15 – Международные стандарты по фитосанитарным мерам).
Опыт показал, что конструкция деревянных ящиков требует компромисса: с одной стороны, отверстия или щели нужны для внутренней вентиляции, а с другой стороны, размеры отверстий должны быть небольшими, чтобы предотвратить попадание загрязнений или живности.Тем не менее, в зависимости от климатических условий, эти ящики могут подвергаться краткосрочному старению, особенно если их оставить полностью открытыми.Если изоляторы внутри обрешетки не защищены или если защита была снята при извлечении некоторых изоляторов, вода с органическим содержанием из древесины может попасть на поверхность изолятора и вызвать заселение грибком.Такое биогенное загрязнение могут создавать самые разнообразные виды.Например, изоляторы могут покрываться такими грибками, как Aspergillus niger и Cladiosporium (см. рис. 8).Эти виды только поверхностны и могут быть легко удалены.После удаления колонизированные участки восстанавливают свою полную гидрофобность.Также известно, что происходит комбинированная колонизация, например, видами плесени Chaetomium и Cladosporium, которые каким-то образом вступают в симбиотическое взаимодействие с метилобактериями.Последняя колония создает розоватый оттенок на поверхности изолятора (как на рис. 9).Хотя такая плесень легко удаляется, розовый цвет может мигрировать в силиконовый каучук и оставаться в сыпучем материале.Участки поверхности с остальными другими видами также являются гидрофобными, поэтому функциональной проблемы нет.Но эстетические аспекты, возможно, должны быть рассмотрены.Стоит отметить, что изменение климата делает открытую энергетическую инфраструктуру все более и более уязвимой для роста плесени и грибков.

Рис. 8: Колонизация Aspergillus niger и Cladiosporium легко удаляется.

Рис. 9: Колонизация Chaetomium, Cladosporium и Methylobacteria.
Композитные изоляторы в настоящее время являются важным компонентом передачи энергии во всем мире.Благодаря более чем 50-летнему опыту эксплуатации, а также всеобъемлющим стандартам продукции с предписанными циклами технического обслуживания, эту технологию действительно можно считать зрелой.Однако все еще существуют примеры, когда может потребоваться дальнейшая оптимизация рецептуры корпуса.
Эта статья является копией из INMR (https://www.inmr.com), не для коммерческого использования, а только для технического обучения и общения.











